Work on the Falcon's suspension system continues. I usually try to maximize my time when I'm in the shop. While the Tormach mass produces the more complex parts, I work on the parts that can't be made that way. This time I tackled the custom hangers.

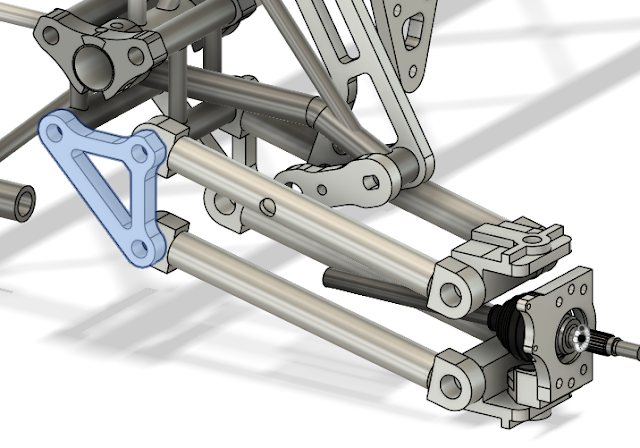
The suspension system is basically a seesaw. The hangers hold one end of the seesaw at the correct position and provide the tension needed to hold everything together. They are made up of two bearing tubes and two spacer bars.


I first tackled the eight bearing tubes. I cut steel tubing roughly to length on the bandsaw and turned the ends down to size–pretty easy to do on the lathe. I also widened the inside of the tubes slightly so the bearings would fit.



In the first setup, I milled the desired profile into the free end of the bar and then milled a small hole on the other side. Why a small hole? Since I had to take the part out of the vice and turn it around to finish it, I needed a way to reorient the bar and set an origin for the second setup. The hole provided this function.

To set up the other side, I mounted a gauge pin on the Tormach like a drill bit. Then I slid the bar over the pin, auto-aligning it with the machine. I locked the bar into the vice and set the machine's X and Y axes to zero. Then the Tormach cut the second profile while also removing the registration hole and finishing the part. I repeated those steps seven more times.


Once I had all the pieces, I was ready to weld them into the final parts. I machined a gauge block to ensure the correct spacing between the bars, then clamped up each assembly and tack-welded all the hangers together.


I'm getting a little better at welding with all the practice. The thing I'm learning most is patience. Instead of trying to weld everything everywhere all at once, I welded a quarter of the way around on each bar. Then I let each hanger cool off before welding it again.
I still seemed to overheat the metal periodically, causing porosity when the molten metal hit dirty air. I had thought it was because of the air inside the tube, but I later discovered that the torch had sprung a leak. Not enough gas was flowing out of the torch to create the curtain of inert gas necessary to form strong welds, causing all the pock marks (porosity).
I eventually switched to the MIG welder to finish welding the parts, but that added the extra step of cleaning up the welds with a grinder.

The last step was to clean up the inside profiles of the bearing tubes. I had smoothed them out on the lathe when I made the bearing tubes, but welding always deforms the metal a little bit. I used the ever-versatile Tormach to re-contour the tubes.

With these four parts, the suspension system build is 61% complete!